
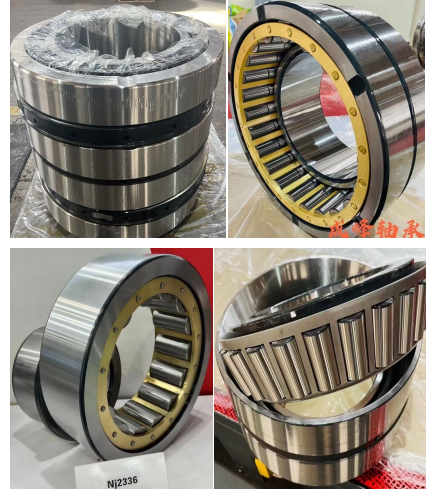
- Olika strukturer
Den grundläggande skillnaden är att strukturen är annorlunda: de inre och yttre ringarna av koniska rullager har en koniska löpbanor, och avsmalnande rullar är installerade mellan löpbanorna. Det koniska rullagret styrs av den stora hållarkanten på den inre ringen och är utformad för att skära spetsen på varje konisk yta på rullytan med den inre och yttre ringens löpbana i en punkt på lagrets mittlinje . Rullarna i cylindriska rullager styrs vanligtvis av två hållarkanter på en lagerring, som hör till separerbara lager. Hållarrullen och styrringen bildar en kombination som kan separeras från den andra lagerringen.
- Olika kraftområden
Omfattningen av stressen för de två är olika. Decylindriskt rullageroch de avsmalnande rulllagren på enkelväxelkanten kan motstå den radiella kraften och kan även bära en axiell kraft i en riktning. Även om den kan motstå större radiell kraft, kan den inte motstå axiell kraft; de cylindriska rullagren på enkelblockssidan är olika. Den kan motstå den radiella kraftens axiella kraft och en enda riktning. De dubbelradiga och fyraradiga koniska rullagren tål större radiell kraft och större tvåvägs axiell kraft. De cylindriska rullagren i enkelrads- och dubbelrads, de cylindriska rullager med flänsringen ochtöppningrullagerär mycket snabba.
3.Olika precision
Precisionskoniska rullager, cylindriska rullager och koniska rullager har mycket högre noggrannhet än andra lager. Noggrannheten för en rad ochdubbelradiga cylindriska rullagerär bättre än för enradiga koniska rullager.
4.Tomfattningen av användningen avavsmalnanderullager och cylindriska rullager
4.1 Huvudsyftet med cylindriska rullager Axelaxellådan, dieselmotorns vevaxel, stor motor, verktygsmaskinspindel, bil, traktorväxellåda, etc.
4.2. Huvudsyftet med konrullager Byggmaskiner, stora jordbruksmaskiner fordon framhjul, bakhjul, transmission, differentiella små växelaxlar, järnvägsfordon växelretardationsanordningar, varm och kall stålrullningsmaskin arbetsrullande, mellanrullar, stödrullar, roterande ugn växel och retardationsanordning.
5. Nyckelprocedurer för konrullager
De nydesignade konrullagren antar en förbättrad struktur. Rullens diameter förlängs, längden på rullen förlängs och antalet rullar blir ett stort antal. Den använder konvex rulle för att avsevärt förbättra lagrets lagerkapacitet och livslängd. Rullens stora ändyta och den stora växelsidan använder sfären och konytan för att förbättra smörjningen.
6.Kvalitetssäkring
6.1 Valet av råmaterial är den mest kritiska länken i lagret. Chengfeng-lagret är 100% fullständig inspektion av varje parti material.
6.2. Lagerringarna och rullkropparna är behandlade med värmebehandlade med syrefri bainit och syrefritt salt för att säkerställa produktens hårdhet inom 1HRC.
6.3. Lagrets ändyta är bearbetad med dubbelsidig ytslipning för att säkerställa högre änd-ansiktsbalansskillnad. Slipningsprocessen använder CNC-slipmaskin och superfin utrustning för att säkerställa att cirkulariteten är inom 2 UM och grovheten är inom 1um.
Posttid: 2023-04-04